บทที่ 41 — บำรุงรักษา ความเชื่อถือได้ และความปลอดภัย
Maintenance, Reliability & Safety
บทที่ 40 พาผู้เรียนไปดูว่าโรงไฟฟ้าเดินเครื่องอย่างไรตั้งแต่ startup จนถึง full load แต่คำถามที่ตามมาคือ ทำไมเครื่องจักรเหล่านั้นถึงยังเดินได้ดีหลังผ่านไป 20–30 ปี ทั้งที่ผ่านความร้อน ความสั่นสะเทือน และความเค้นซ้ำแล้วซ้ำเล่านับล้านรอบ คำตอบคือระบบบำรุงรักษาที่วางไว้อย่างมีกลยุทธ์ ไม่ใช่การซ่อมแบบสุ่มเมื่อมีปัญหา บทนี้ผูกโยงความรู้จากหลายบทก่อนหน้าเข้าด้วยกัน — กลศาสตร์การสั่นสะเทือนจากบทที่ 7 กลายเป็นเครื่องมือวินิจฉัยอุปกรณ์หมุน หลักการของกังหันไอน้ำและกังหันก๊าซจากบทที่ 19 และ 25 กลายเป็นกรอบการวางแผน overhaul และงานเดินเครื่องจากบทที่ 40 กลายเป็นข้อมูลตั้งต้นสำหรับคำนวณตัวชี้วัดความเชื่อถือได้ นอกจากนี้บทนี้ยังปิดท้ายด้วยเรื่องที่สำคัญที่สุดของโรงไฟฟ้าทุกแห่ง นั่นคือความปลอดภัยของผู้ที่เข้าไปทำงานกับอุปกรณ์ที่มีพลังงานสะสมมหาศาล ไม่ว่าจะเป็นไฟฟ้าแรงสูง ไอน้ำร้อนจัด หรือชิ้นส่วนหมุนความเร็วสูง ผู้ที่เข้าใจบทนี้จะมองเห็นภาพรวมว่าทำไมโรงไฟฟ้าที่บริหารจัดการดีจึงมีทั้งความเชื่อถือได้สูงและอุบัติเหตุต่ำไปพร้อมกัน เพราะสองเรื่องนี้มาจากวินัยชุดเดียวกัน
- เปรียบเทียบกลยุทธ์บำรุงรักษา: breakdown, preventive, predictive และแนวคิด RCM
- อ่าน P-F curve และเลือกเทคนิค predictive ให้เหมาะสมกับอุปกรณ์แต่ละชนิด
- อธิบายสัญญาณ vibration ของ unbalance, misalignment และ bearing defect
- วางกรอบ overhaul ของกังหันก๊าซ (CI/HGPI/MI ตาม EOH) และ major overhaul ของกังหันไอน้ำ
- คำนวณ availability, EAF, EFOR จากข้อมูลเดินเครื่องจริง
- ใช้ระบบ Permit to Work, LOTO และข้อปฏิบัติความปลอดภัยหลักของโรงไฟฟ้า
41.1 กลยุทธ์การบำรุงรักษา (Maintenance Strategies)
โรงไฟฟ้าทุกแห่งต้องเลือกว่าจะดูแลอุปกรณ์แต่ละชิ้นด้วยกลยุทธ์ใด และคำตอบที่ถูกต้องไม่ใช่ "วิธีเดียวสำหรับทุกอุปกรณ์" กลยุทธ์แรกและง่ายที่สุดคือ breakdown maintenance หรือ corrective maintenance (บำรุงรักษาเชิงแก้ไข) ซึ่งหมายถึงปล่อยให้อุปกรณ์ทำงานไปจนพังแล้วค่อยซ่อม วิธีนี้ฟังดูไม่รอบคอบแต่ในความเป็นจริงเหมาะสมกับอุปกรณ์บางประเภท เช่น หลอดไฟส่องสว่างในพื้นที่ที่ไม่กระทบการผลิต หรือปั๊มขนาดเล็กที่มีเครื่องสำรอง (standby) พร้อมสับเปลี่ยนได้ทันที เพราะต้นทุนของการเฝ้าติดตามอาจสูงกว่าต้นทุนของการปล่อยให้พังแล้วเปลี่ยนเสียอีก กลยุทธ์ที่สองคือ PM (Preventive Maintenance — บำรุงรักษาเชิงป้องกันตามรอบเวลา) ซึ่งกำหนดให้ตรวจสอบ ซ่อม หรือเปลี่ยนชิ้นส่วนตามรอบเวลาหรือชั่วโมงเดินเครื่องที่กำหนดไว้ล่วงหน้า อ้างอิงจากคู่มือของ OEM (Original Equipment Manufacturer — ผู้ผลิตอุปกรณ์ดั้งเดิม) ร่วมกับประวัติการใช้งานจริง ข้อเสียของ PM คือบางครั้งเป็นการ "ซ่อมของที่ยังดีอยู่" สิ้นเปลืองทั้งเวลาและอะไหล่โดยไม่จำเป็น และการเปิดเครื่องเพื่อตรวจสอบเองก็สร้างความเสี่ยงใหม่ เพราะชิ้นส่วนที่เพิ่งประกอบกลับมักมีอัตราการเสียหายสูงกว่าปกติในช่วงแรก ปรากฏการณ์ที่เรียกว่า infant mortality
กลยุทธ์ที่สามคือ PdM (Predictive Maintenance — บำรุงรักษาเชิงพยากรณ์) หรือเรียกอีกชื่อว่า CBM (Condition-Based Maintenance — บำรุงรักษาตามสภาพจริง) ซึ่งใช้การวัดสภาพจริงของอุปกรณ์ เช่น การสั่นสะเทือน คุณภาพน้ำมันหล่อลื่น หรืออุณหภูมิ แล้วตัดสินใจซ่อมเมื่อเริ่มเห็นสัญญาณความเสื่อม ไม่ใช่ตามตารางเวลาตายตัว วิธีนี้ใช้ทรัพยากรได้คุ้มค่าที่สุดสำหรับอุปกรณ์หมุนหลักอย่างปั๊ม พัดลม กังหัน และเครื่องกำเนิดไฟฟ้า เพราะซ่อมเฉพาะเมื่อจำเป็นจริง ไม่มากไม่น้อยเกินไป และเหนือกลยุทธ์ทั้งสามนี้คือแนวคิด RCM (Reliability-Centered Maintenance — การบำรุงรักษาที่มุ่งเน้นความเชื่อถือได้) ซึ่งไม่ใช่กลยุทธ์เดี่ยว แต่เป็นกระบวนการวิเคราะห์ failure mode ของอุปกรณ์แต่ละชิ้นอย่างเป็นระบบ แล้วเลือกกลยุทธ์ที่เหมาะสมที่สุดเป็นรายตัว คำถามหลักของ RCM คือ "ถ้าอุปกรณ์ชิ้นนี้พัง จะกระทบอะไรบ้าง และมีทางตรวจจับล่วงหน้าได้หรือไม่" อุปกรณ์ที่พังแล้วกระทบความปลอดภัยหรือทำให้หยุดเดินเครื่องทั้งหน่วยต้องได้รับความสำคัญสูงสุด ในขณะที่อุปกรณ์ที่พังแล้วแทบไม่กระทบอะไรเลยอาจปล่อยให้ใช้ breakdown maintenance ได้อย่างสบายใจ
ในทางปฏิบัติ แผนงานบำรุงรักษาของโรงไฟฟ้าจริงจัดลำดับเป็นชั้น ๆ ตั้งแต่ daily/weekly route ซึ่งรวม operator round ที่กล่าวถึงในบทที่ 40 เข้ากับเส้นทางเก็บข้อมูล PdM ไปจนถึง monthly/quarterly PM, annual inspection และ major overhaul ที่เกิดขึ้นห่างกันหลายปี ทั้งหมดนี้ขับเคลื่อนผ่านระบบ CMMS (Computerized Maintenance Management System — ระบบบริหารจัดการงานบำรุงรักษาด้วยคอมพิวเตอร์) ที่เก็บ work order ประวัติการซ่อม และสถานะอะไหล่คงคลังไว้ในที่เดียว ทำให้ผู้วางแผนมองเห็นภาพรวมและจัดลำดับความสำคัญของงานได้อย่างเป็นระบบแทนที่จะอาศัยความจำของคนใดคนหนึ่ง
แนวคิดที่อธิบายว่าทำไม PdM ถึงมีประโยชน์คือ P-F curve ซึ่งแสดงสภาพของอุปกรณ์ที่ค่อย ๆ เสื่อมลงตามเวลา จุด P คือจุดแรกที่เริ่มตรวจพบความเสื่อมได้ด้วยเทคนิคใดเทคนิคหนึ่ง ส่วนจุด F คือ functional failure หรือจุดที่อุปกรณ์ใช้งานไม่ได้แล้วจริง ๆ ช่วงเวลาระหว่าง P กับ F เรียกว่า P-F interval ซึ่งคือ "หน้าต่างเวลา" ที่มีไว้ให้วางแผนซ่อมแบบไม่ฉุกเฉิน เทคนิคที่ตรวจพบความเสื่อมได้เร็ว เช่น การวัด vibration หรือวิเคราะห์น้ำมันหล่อลื่น จะให้หน้าต่างเวลาที่กว้างกว่าเทคนิคที่ตรวจพบได้ช้า เช่น การได้ยินเสียงผิดปกติด้วยหูหรือการรู้สึกถึงความร้อนผิดปกติด้วยมือ ซึ่งมักเกิดขึ้นใกล้จุด F มากแล้ว ยิ่งเทคนิคตรวจจับได้เร็วเท่าไร ทีมบำรุงรักษายิ่งมีเวลาสั่งอะไหล่ วางแผนแรงงาน และเลือกช่วงเวลาหยุดเครื่องที่กระทบการผลิตน้อยที่สุดได้มากเท่านั้น
41.2 เทคนิค Predictive (Condition Monitoring Techniques)
Vibration analysis คือเทคนิคหลักของการติดตามสภาพอุปกรณ์หมุน เพราะความสั่นสะเทือนที่ผิดปกติมักเป็นสัญญาณแรกของปัญหาก่อนที่จะเกิดความเสียหายรุนแรง การวัดพื้นฐานคือ overall velocity ในหน่วย mm/s RMS แล้วเทียบกับเกณฑ์มาตรฐาน ISO (International Organization for Standardization — องค์การระหว่างประเทศว่าด้วยการมาตรฐาน) 10816 หรือฉบับปรับปรุง 20816 ซึ่งแบ่งสภาพเครื่องออกเป็น 4 โซนตั้งแต่ A (ดีมาก เพิ่งติดตั้งใหม่) ถึง D (อันตราย ต้องหยุดเครื่องพิจารณา) แต่ตัวเลขรวมเพียงอย่างเดียวบอกได้แค่ว่า "มีปัญหา" ไม่บอกว่าปัญหาคืออะไร จึงต้องวิเคราะห์ spectrum หรือลายเซ็นความถี่เพื่อแยกสาเหตุ ความถี่ 1 เท่าของความเร็วรอบ (1×) ที่โดดเด่นมักบ่งชี้ unbalance ความถี่ 2× ที่โดดเด่นร่วมกับการสั่นในแนวแกน (axial) สูงมักบ่งชี้ misalignment ระหว่างเพลา ในขณะที่ harmonics จำนวนมากของ 1× ร่วมกับจังหวะกระแทกบ่งชี้ความหลวม (looseness) หรือปัญหา bearing ส่วนความถี่ที่ไม่ใช่จำนวนเต็มของความเร็วรอบ เรียกว่า non-synchronous เช่น BPFO (Ball Pass Frequency Outer race — ความถี่ลูกปืนกระทบวงแหวนนอก) และ BPFI (Ball Pass Frequency Inner race — ความถี่ลูกปืนกระทบวงแหวนใน) รวมถึง BSF (Ball Spin Frequency — ความถี่การหมุนตัวของลูกปืน) เป็นลายเซ็นเฉพาะของความเสียหาย rolling bearing ในขณะที่ความถี่ประมาณ 0.4–0.48 เท่าของความเร็วรอบบ่งชี้ oil whirl ในตลับลูกปืนแบบ journal bearing ตามที่กล่าวถึงหลักการของแบริ่งไว้แล้วในบทที่ 7
นอกจาก vibration แล้วยังมีเทคนิค predictive อีกหลายชนิดที่เสริมกัน Oil analysis คือการตรวจสอบน้ำมันหล่อลื่นที่เก็บตัวอย่างมา ทั้งความหนืด (viscosity) ปริมาณน้ำปนเปื้อน จำนวนอนุภาค (particle count ตามรหัส ISO 4406) และโลหะสึกหรอ เช่น เหล็ก ทองแดง ตะกั่ว ด้วยเทคนิค spectrometry ในหลายกรณี oil analysis เห็นสัญญาณความเสื่อมของ bearing หรือเฟืองได้ก่อน vibration เสียอีก เพราะอนุภาคโลหะขนาดเล็กหลุดออกมาก่อนที่ความสั่นสะเทือนจะเปลี่ยนแปลงมากพอให้วัดได้ ข้อสำคัญคือต้องเก็บตัวอย่างจากจุดเดิมและสภาวะเดิมเสมอ (เช่น ขณะเดินเครื่องที่โหลดใกล้เคียงกัน) มิฉะนั้นการเปรียบเทียบแนวโน้มจะคลาดเคลื่อน Thermography ใช้กล้องอินฟราเรดส่องดูตู้ไฟ บัสบาร์ และจุดต่อสายไฟฟ้า จุดร้อนผิดปกติที่มีผลต่างอุณหภูมิ (ΔT) เทียบกับเฟสข้างเคียงมากกว่าประมาณ 10–20 องศาเซลเซียส ถือว่าต้องแก้ไขเร่งด่วน เทคนิคนี้ยังใช้ตรวจสอบสภาพ refractory ในเตาเผาและกับดักไอน้ำ (steam trap) ได้ด้วย Ultrasound เป็นเครื่องมือฟังความถี่สูงเกินหูมนุษย์ ใช้ตรวจจับการรั่วของอากาศอัด การเกิด corona ในตู้ไฟฟ้าแรงสูง หรือ bearing ที่เริ่มขาดน้ำมันหล่อลื่น เป็นเครื่องมือสำรวจที่รวดเร็วและราคาไม่แพง เหมาะกับการเดินตรวจแบบ route ทุกวัน ส่วน MCSA (Motor Current Signature Analysis — การวิเคราะห์ลายเซ็นกระแสมอเตอร์) วิเคราะห์รูปคลื่นกระแสไฟฟ้าที่มอเตอร์ดึงเพื่อหา broken rotor bar หรือ eccentricity โดยไม่ต้องหยุดเครื่องเลย ตามหลักการมอเตอร์ที่อธิบายไว้ในบทที่ 33 สุดท้าย เครื่องหลักอย่างกังหันไอน้ำและเครื่องกำเนิดไฟฟ้ามักติดตั้ง online monitoring ถาวร เช่น turbine supervisory instrumentation ที่วัด vibration และ differential expansion ตามที่กล่าวถึงในบทที่ 20 รวมถึง generator monitoring ที่ trend ค่าต่าง ๆ อัตโนมัติผ่าน DCS (Distributed Control System — ระบบควบคุมแบบกระจายศูนย์) หรือระบบฐานข้อมูลแนวโน้ม (historian)
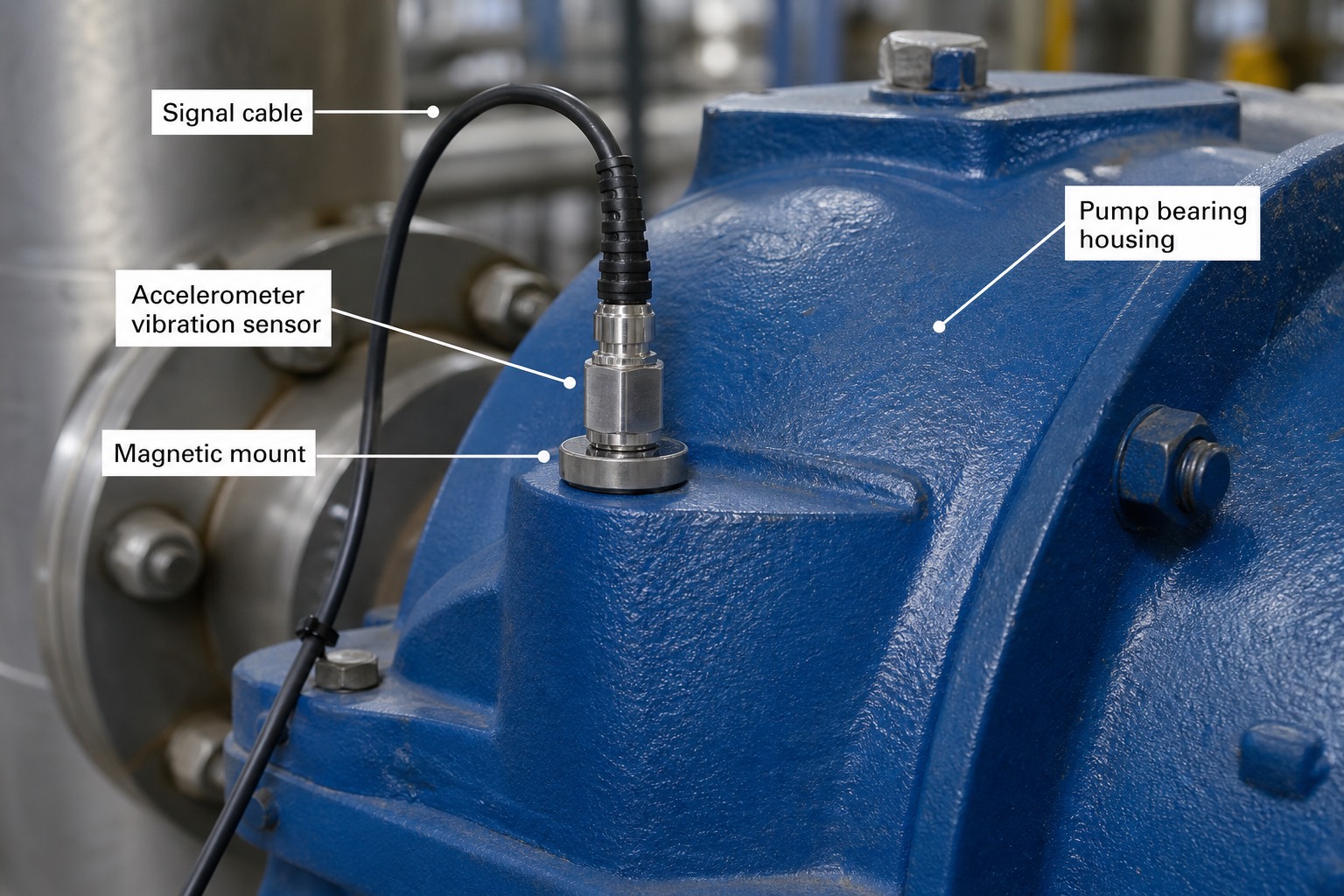
- Signal cable — สายสัญญาณที่ส่งค่าความสั่นสะเทือนแบบ analog จาก accelerometer กลับไปยังเครื่องเก็บข้อมูล (data collector) หรือระบบ online monitoring เดินสายเรียบร้อยไม่ให้พันกับชิ้นส่วนหมุนหรือเสียหายจากความร้อน
- Accelerometer vibration sensor — เซนเซอร์วัดความเร่ง แปลงการสั่นสะเทือนเป็นสัญญาณไฟฟ้า เป็นหัวใจของ vibration analysis ที่อธิบายไว้ข้างต้น ใช้ทั้งวัด overall velocity และเก็บข้อมูลไปวิเคราะห์ spectrum แยกสาเหตุ unbalance/misalignment/bearing defect
- Magnetic mount — ฐานแม่เหล็กยึดเซนเซอร์เข้ากับผิวโลหะ ใช้สำหรับงานเดินตรวจแบบ route เป็นระยะ (ไม่ใช่ติดตั้งถาวร) ข้อดีคือถอด-ติดได้เร็วระหว่างจุดวัดต่าง ๆ แต่ให้ความแม่นยำต่ำกว่าการติดแบบเกลียวยึดถาวรของระบบ online monitoring
- Pump bearing housing — เรือนรองรับตลับลูกปืนของปั๊ม จุดวัด vibration มาตรฐานเพราะอยู่ใกล้แหล่งกำเนิดความสั่นสะเทือนที่สุด และเป็นจุดที่ความร้อนจาก bearing ที่เสื่อมสภาพจะถ่ายเทออกมาให้สัมผัสได้ก่อนใคร
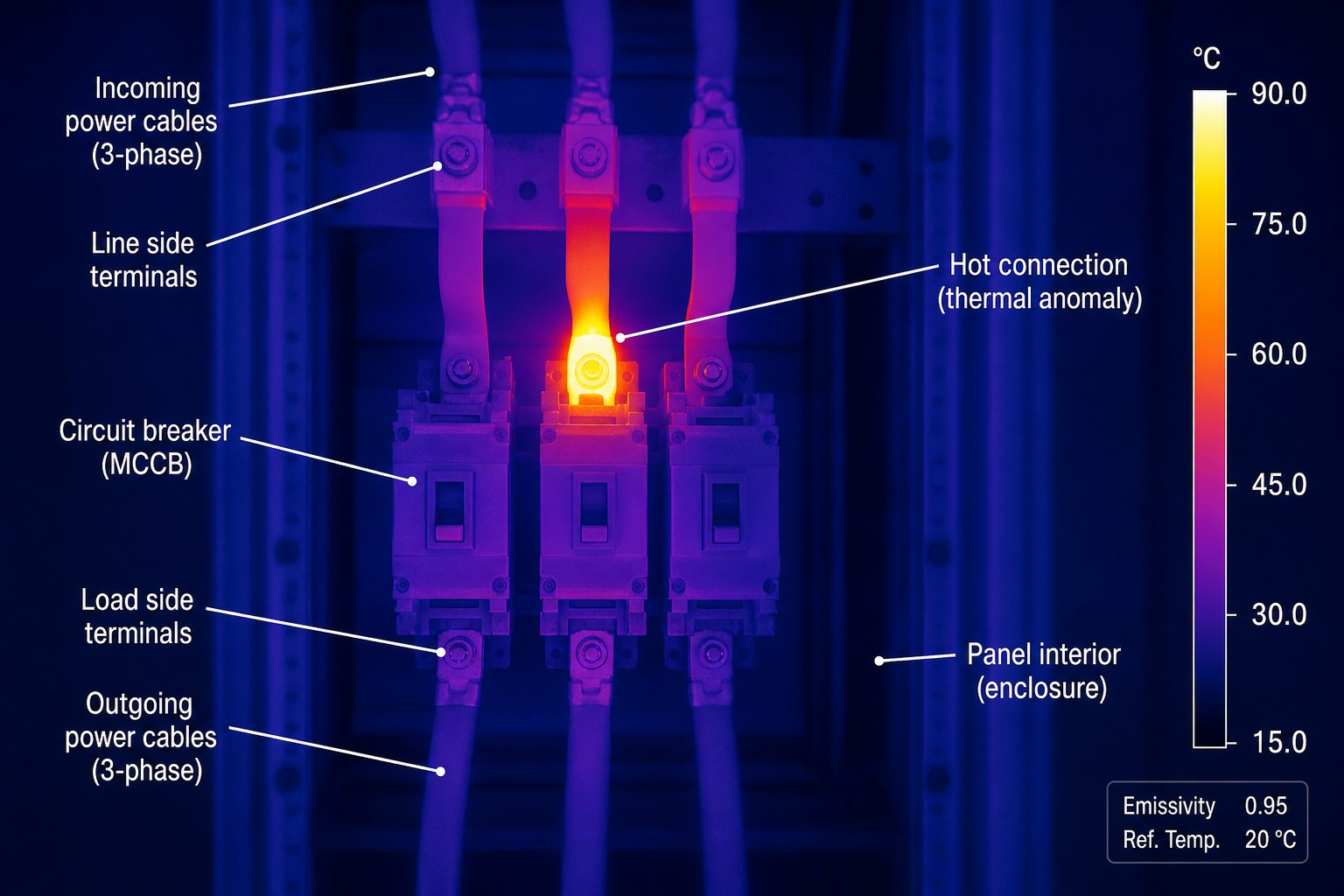
- Incoming power cables (3-phase) — สายไฟฟ้าขาเข้าทั้งสามเฟส จุดเริ่มต้นของวงจรที่ thermography ใช้ไล่ตรวจทีละจุดต่อ เทียบอุณหภูมิระหว่างเฟสเพื่อหาความผิดปกติ
- Line side terminals — ขั้วต่อฝั่งแหล่งจ่ายไฟก่อนเข้าเบรกเกอร์ เป็นจุดที่มักเกิดจุดต่อหลวมจากการขันแน่นไม่พอหรือการคลายตัวจากความร้อนสะสมตามรอบการใช้งาน
- Hot connection (thermal anomaly) — จุดต่อที่ร้อนผิดปกติเห็นเป็นสีเหลืองสว่างในภาพ (ตามสเกลสีด้านขวาอยู่ที่ประมาณ 90 °C) ขณะที่จุดต่ออื่นเย็นกว่ามาก นี่คือตัวอย่าง ΔT ที่เกินเกณฑ์ 10–20 °C ตามที่อธิบายไว้ข้างต้น บ่งชี้ขั้วต่อหลวมหรือสัมผัสไม่สมบูรณ์ ต้องแก้ไขก่อนเกิด arc flash หรือไฟไหม้ตู้
- Circuit breaker (MCCB) — เซอร์กิตเบรกเกอร์ชนิด MCCB (Molded Case Circuit Breaker — เบรกเกอร์กล่องหล่อ) ที่ตัดวงจรเมื่อกระแสเกินหรือลัดวงจร ความร้อนที่จุดต่อก่อนและหลังเบรกเกอร์บ่งบอกสภาพหน้าสัมผัสภายใน
- Load side terminals — ขั้วต่อฝั่งโหลดหลังเบรกเกอร์ ก่อนไฟฟ้าจะส่งต่อไปยังสายขาออก เป็นอีกจุดตรวจสอบมาตรฐานในเส้นทาง thermography เดียวกัน
- Outgoing power cables (3-phase) — สายไฟฟ้าขาออกทั้งสามเฟสไปยังโหลดปลายทาง
- Panel interior (enclosure) — ผนังภายในตู้ switchgear ซึ่งเย็นกว่าจุดต่อไฟฟ้ามาก (สีน้ำเงินเข้มในภาพ) ใช้เป็นพื้นหลังอ้างอิงอุณหภูมิห้อง (reference temperature) เทียบกับจุดร้อนผิดปกติ
Trend สำคัญกว่าค่า absolute เสมอ — vibration ที่ 4 mm/s แต่นิ่งคงที่มาสามปีน่ากังวลน้อยกว่าค่า 2.5 mm/s ที่เพิ่งไต่ขึ้นมาจาก 1.0 mm/s ภายในเดือนเดียว เพราะอัตราการเปลี่ยนแปลงบอกความเร่งของปัญหาได้ดีกว่าค่าตายตัว ทีมบำรุงรักษาที่มีวินัยจึงตั้ง alarm บน "การเปลี่ยนแปลง" ของแนวโน้ม ไม่ใช่แค่เกณฑ์ตายตัวเพียงอย่างเดียว
41.3 Alignment และ Balancing
Misalignment คือสาเหตุอันดับต้น ๆ ที่ทำให้ bearing ซีล และ coupling พังก่อนถึงอายุการใช้งานที่ควรจะเป็น เพราะเมื่อแนวเพลาของเครื่องขับ (เช่นมอเตอร์) กับเครื่องที่ถูกขับ (เช่นปั๊ม) ไม่ตรงกัน แรงที่เกิดขึ้นจะเป็น cyclic load หรือแรงที่สลับทิศทางซ้ำทุกรอบการหมุน สะสมความล้า (fatigue) ในชิ้นส่วนต่าง ๆ อย่างต่อเนื่อง การแก้ไขที่แม่นยำที่สุดในปัจจุบันคือ laser alignment ซึ่งให้ความแม่นยำสูงกว่าและทำงานเร็วกว่าวิธีดั้งเดิมด้วย dial gauge มาก เกณฑ์ทั่วไปสำหรับเครื่องความเร็วรอบประมาณ 3,000 rpm คือ parallel offset ต้องน้อยกว่าประมาณ 0.05 มิลลิเมตร และ angular misalignment ต้องน้อยกว่าประมาณ 0.05 มิลลิเมตรต่อ 100 มิลลิเมตรของระยะห่างระหว่างจุดวัด ยิ่งความเร็วรอบสูงเท่าไรเกณฑ์ยิ่งเข้มงวดขึ้นตามตารางของผู้ผลิตเครื่องมือแต่ละราย
ประเด็นที่มักถูกมองข้ามคือ thermal growth หรือการขยายตัวจากความร้อนขณะเดินเครื่องจริง เครื่องจักรที่ร้อนขึ้นมากตอนทำงาน เช่น กังหันไอน้ำหรือปั๊มที่สูบน้ำร้อน จะขยายตัวสูงขึ้นจากตำแหน่งขณะเย็น ดังนั้นการวัด alignment ขณะเครื่องเย็นต้องเผื่อค่า offset ล่วงหน้าตามตัวเลขที่ OEM กำหนด เพื่อให้เพลาตรงกันพอดีเมื่อเครื่องร้อนและกำลังเดินงานจริง ไม่ใช่ตรงตอนเย็นแล้วเบี้ยวตอนร้อน อีกประเด็นที่ต้องแก้ก่อนเสมอคือ soft foot ซึ่งหมายถึงฐานเครื่องที่รองรับไม่เท่ากันทั้งสี่มุม เมื่อขันน็อตยึดเครื่องเข้ากับฐาน เฟรมของเครื่องจะบิดตัวตามความไม่เรียบของฐาน ทำให้ค่า alignment ที่วัดได้เปลี่ยนไปตามการขันแน่นแต่ละครั้ง เชื่อถือไม่ได้จนกว่าจะแก้ไขด้วยการเสริม shim ให้ฐานรองรับเต็มหน้าสัมผัสทุกมุมก่อน
ส่วน balancing เกี่ยวข้องกับมวลที่กระจายไม่สม่ำเสมอรอบแกนหมุน ซึ่งสร้างแรงเหวี่ยงหนีศูนย์กลางที่ไม่สมดุลทุกรอบการหมุน มาตรฐาน ISO 21940 กำหนดเกรดความสมดุล (balance grade) ตามความสำคัญของอุปกรณ์ เช่น G2.5 สำหรับ rotor ของกังหันหรือเครื่องกำเนิดไฟฟ้าที่ต้องการความละเอียดสูง และ G6.3 สำหรับงานทั่วไปที่ไม่วิกฤตมาก การทำ field balancing ทำได้โดยติด trial weight ที่ตำแหน่งทดสอบ แล้ววัด vibration vector ที่เปลี่ยนแปลงไปเพื่อคำนวณตำแหน่งและน้ำหนักถ่วงที่ถูกต้องสำหรับแก้ไขจริง สูตรที่ใช้คำนวณ residual unbalance จำเพาะที่ยอมรับได้ตามเกรดคือ
$$e_{per} = \frac{G \times 9549}{n}$$
โดย \(e_{per}\) คือ residual unbalance จำเพาะที่ยอมรับได้ มีหน่วยเป็น g·mm ต่อกิโลกรัมของมวล rotor, \(G\) คือเกรดสมดุลตามมาตรฐาน ISO 21940 (เช่น 2.5 สำหรับ G2.5) และ \(n\) คือความเร็วรอบเป็น rpm ตัวเลข 9549 เป็นค่าคงที่จากความสัมพันธ์ระหว่างความเร็วเชิงมุมกับ rpm ที่กำหนดไว้ในมาตรฐาน เมื่อได้ \(e_{per}\) แล้วนำไปคูณกับมวลของ rotor ทั้งก้อนจะได้ residual unbalance รวมที่ยอมรับได้ในหน่วย g·mm หลังซ่อมเสร็จทุกครั้ง ทีมบำรุงรักษาควรบันทึกค่า as-left alignment และ vibration ไว้เป็น baseline สำหรับเปรียบเทียบครั้งถัดไป เพื่อให้เห็นแนวโน้มความเสื่อมได้ตั้งแต่ระยะแรกตามหลักการ trend ที่กล่าวถึงในหัวข้อก่อนหน้า
โจทย์: rotor มวล 5,000 kg หมุนที่ความเร็ว 3,000 rpm ต้องการเกรดสมดุล G2.5 ตามมาตรฐาน ISO 21940 — residual unbalance รวมที่ยอมรับได้มีค่ากี่ g·mm
วิธีทำ: คำนวณ \(e_{per}\) ก่อน: \(e_{per} = \dfrac{2.5 \times 9{,}549}{3{,}000} = \dfrac{23{,}872.5}{3{,}000} \approx 7.96\) g·mm/kg จากนั้นคูณด้วยมวล rotor ทั้งก้อน: \(U = 7.96 \times 5{,}000 \approx 39{,}800\) g·mm
คำตอบ: residual unbalance รวมที่ยอมรับได้ ≈ 39,800 g·mm (หรือประมาณ 40 g หากถ่วงที่รัศมี 1 เมตร) ตัวเลขนี้แสดงให้เห็นว่ามวลถ่วงเพียงเล็กน้อยที่ตำแหน่งรัศมีใหญ่ก็อาจทำให้เกินเกณฑ์ได้ง่าย จึงต้องทำ field balancing อย่างละเอียดสำหรับ rotor ขนาดใหญ่ที่หมุนเร็ว
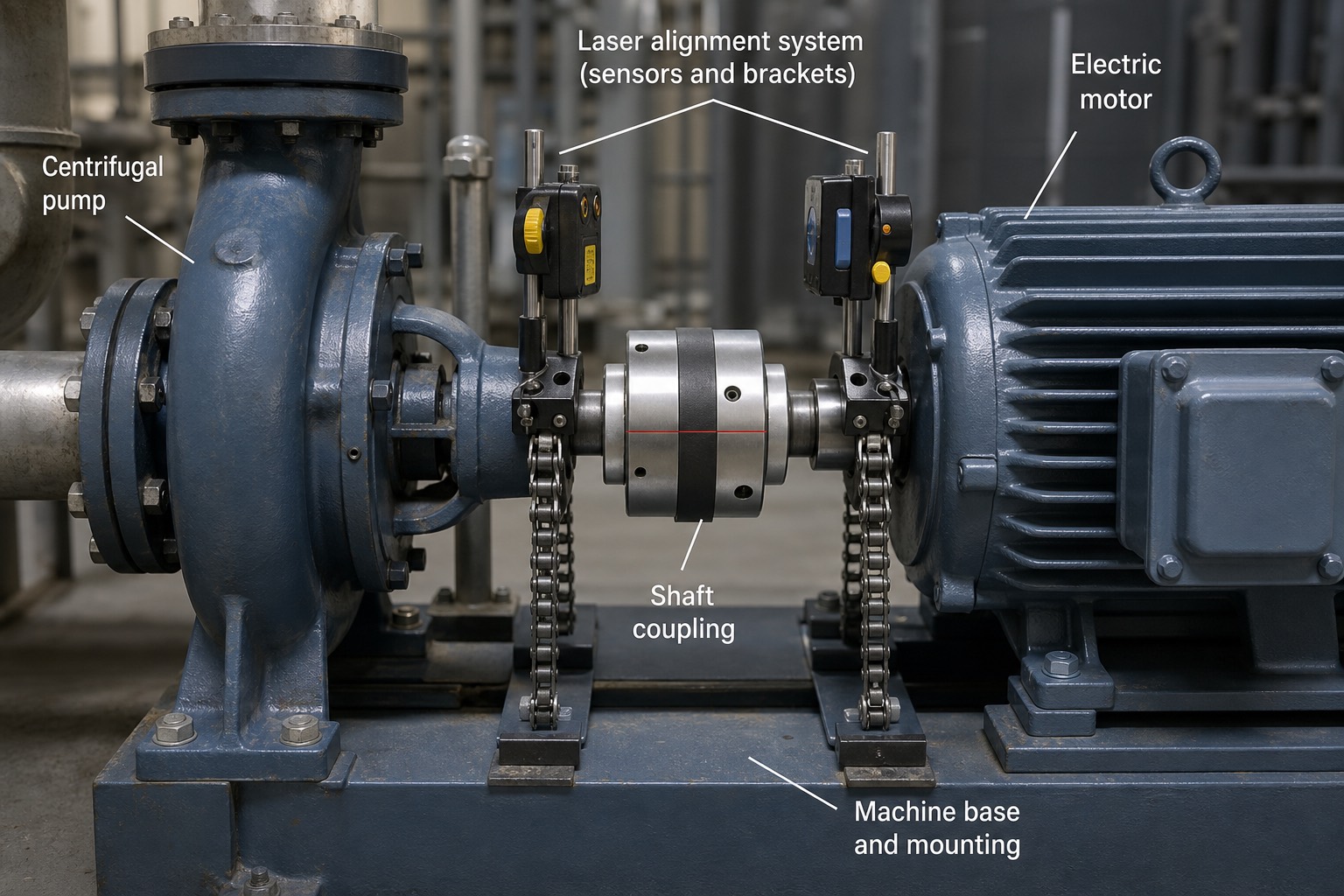
- Centrifugal pump — ปั๊มหอยโข่งฝั่งซ้าย เครื่องที่ถูกขับ (driven machine) ในคู่เครื่องนี้ ตามหลักการปั๊มที่อธิบายไว้ในบทที่ 24
- Laser alignment system (sensors and brackets) — ชุดหัววัดเลเซอร์สองตัวติดตั้งด้วยขาจับบนเพลาทั้งสองฝั่ง ยิงลำแสงเลเซอร์ข้ามหากันเพื่อวัด offset และ angular misalignment ได้ละเอียดระดับ 0.01 มิลลิเมตร แม่นยำกว่าและเร็วกว่าการใช้ dial gauge แบบดั้งเดิมมาก ตามที่อธิบายไว้ในเนื้อหาข้างต้น
- Electric motor — มอเตอร์ไฟฟ้าฝั่งขวา เครื่องขับ (driving machine) ที่หมุนส่งกำลังผ่าน coupling ไปยังปั๊ม
- Shaft coupling — จุดต่อเพลาตรงกลางระหว่างมอเตอร์กับปั๊ม เส้นสีแดงบนตัว coupling เป็นเครื่องหมายอ้างอิงตำแหน่งการหมุน จุดนี้คือจุดที่รับแรง cyclic load เต็มที่หาก alignment ไม่ตรง
- Machine base and mounting — ฐานเครื่องที่ทั้งมอเตอร์และปั๊มยึดติดอยู่ เป็นจุดที่ต้องตรวจสอบ soft foot ให้เรียบร้อยก่อนเริ่มวัด alignment เสมอ ตามที่อธิบายไว้ข้างต้น
41.4 การวางแผน Overhaul (Outage & Overhaul Planning)
กังหันก๊าซมีรอบการตรวจซ่อมที่กำหนดตาม EOH (Equivalent Operating Hours — ชั่วโมงเดินเครื่องเทียบเท่า) ซึ่งไม่ใช่แค่ชั่วโมงเดินเครื่องจริงตรง ๆ แต่บวกตัวคูณ (factor) จากเหตุการณ์ที่กินอายุชิ้นส่วนมากกว่าปกติ เช่น การ start เครื่อง การ trip กะทันหัน หรือชนิดเชื้อเพลิงที่ใช้ แนวคิดนี้ตรงกับที่กล่าวถึงไว้แล้วในบทที่ 40 เรื่องผลกระทบของ thermal cycling ต่ออายุโลหะ รอบตรวจซ่อมหลักสามระดับคือ CI (Combustion Inspection — การตรวจสอบระบบเผาไหม้) ที่ประมาณ 8,000–12,000 EOH ซึ่งเปิดตรวจเฉพาะห้องเผาไหม้และชิ้นส่วนโดยรอบ, HGPI (Hot Gas Path Inspection — การตรวจสอบเส้นทางแก๊สร้อน) ที่ประมาณ 24,000 EOH ซึ่งขยายขอบเขตไปตรวจใบพัดกังหันช่วงต้นที่สัมผัสแก๊สร้อนที่สุด และ MI (Major Inspection — การตรวจสอบใหญ่) ที่ประมาณ 48,000 EOH ซึ่งเปิดเครื่องทั้งหมดตรวจทุกชิ้นส่วนรวมถึง rotor ตัวเลขที่แท้จริงแตกต่างกันไปตามรุ่นและผู้ผลิตแต่ละราย
ประเด็นสำคัญคือการ trip จาก full load เพียงครั้งเดียวอาจถูกนับเทียบเท่ากับหลายสิบชั่วโมง EOH เพราะการเปลี่ยนอุณหภูมิอย่างฉับพลันสร้างความเค้นสะสมในชิ้นส่วนมากกว่าการเดินคงที่มาก ด้วยเหตุนี้เครื่องที่ทำหน้าที่ peaking หรือ start/stop บ่อยเพื่อรองรับความต้องการไฟฟ้าช่วงพีค จะถึงรอบ overhaul เร็วกว่าเครื่องที่เดิน base load ต่อเนื่อง แม้ชั่วโมงเดินเครื่องจริงเท่ากันก็ตาม เป็นเหตุผลเดียวกับที่อธิบายไว้ในบทที่ 40 ว่าทำไม cold start จึงมีต้นทุนสูงกว่า hot start มาก
สำหรับกังหันไอน้ำ major overhaul มักเกิดขึ้นทุก 6–10 ปี ซึ่งเป็นงานที่ใหญ่กว่ามาก ต้องเปิด casing ทั้งหมด ทำ NDT (Non-Destructive Testing — การตรวจสอบแบบไม่ทำลาย) กับทั้ง rotor และใบพัด ด้วยเทคนิค MT (Magnetic Particle Testing — การตรวจสอบด้วยผงแม่เหล็ก), PT (Penetrant Testing — การตรวจสอบด้วยสารแทรกซึม) และ UT (Ultrasonic Testing — การตรวจสอบด้วยคลื่นเสียงความถี่สูง) เพื่อหารอยแตกร้าวที่มองไม่เห็นด้วยตาเปล่า พร้อมกับตรวจ clearance และซีลต่าง ๆ ตรวจสภาพ babbitt (โลหะผสมรองรับแรงเสียดทานภายใน bearing) และปรับ alignment ทั้ง shaft line ใหม่ทั้งหมด ในส่วนของหม้อไอน้ำ ช่วง outage เป็นโอกาสสำคัญที่จะทำ tube thickness survey สำรวจความหนาท่อบริเวณที่เสี่ยงต่อการสึกกร่อนหรือกัดกร่อน ตรวจสอบ header และทำ hydrotest ตามวาระที่กฎหมายกำหนด
หัวใจของงาน overhaul คือการวางแผนล่วงหน้า ขอบเขตงาน (scope) ต้องถูกล็อกไว้ล่วงหน้าหลายเดือนก่อนวันหยุดเครื่องจริง เพราะอะไหล่บางชนิด เช่น ใบพัดกังหันก๊าซ อาจมี lead time สั่งผลิตนานกว่า 12 เดือน ในขณะที่ scaffolding เครนยกของ และกำลังคนต้องจัดสรรตาม critical path ที่วางไว้อย่างละเอียด เพราะทุกวันที่ outage ยืดออกไปคือค่าไฟฟ้าที่ขายไม่ได้ ประเภทของ outage แบ่งเป็นสามแบบ ได้แก่ planned outage ที่วางแผนไว้ล่วงหน้าตามปฏิทินประจำปี maintenance outage ที่เลื่อนกำหนดได้ในระยะเวลาสั้น ๆ และ forced outage หรือการหยุดเครื่องกะทันหันจากความเสียหาย ซึ่งมีต้นทุนแพงที่สุดทั้งค่าซ่อมฉุกเฉินและค่าเสียโอกาสจากการขายไฟฟ้าที่หายไปโดยไม่ได้เตรียมตัว
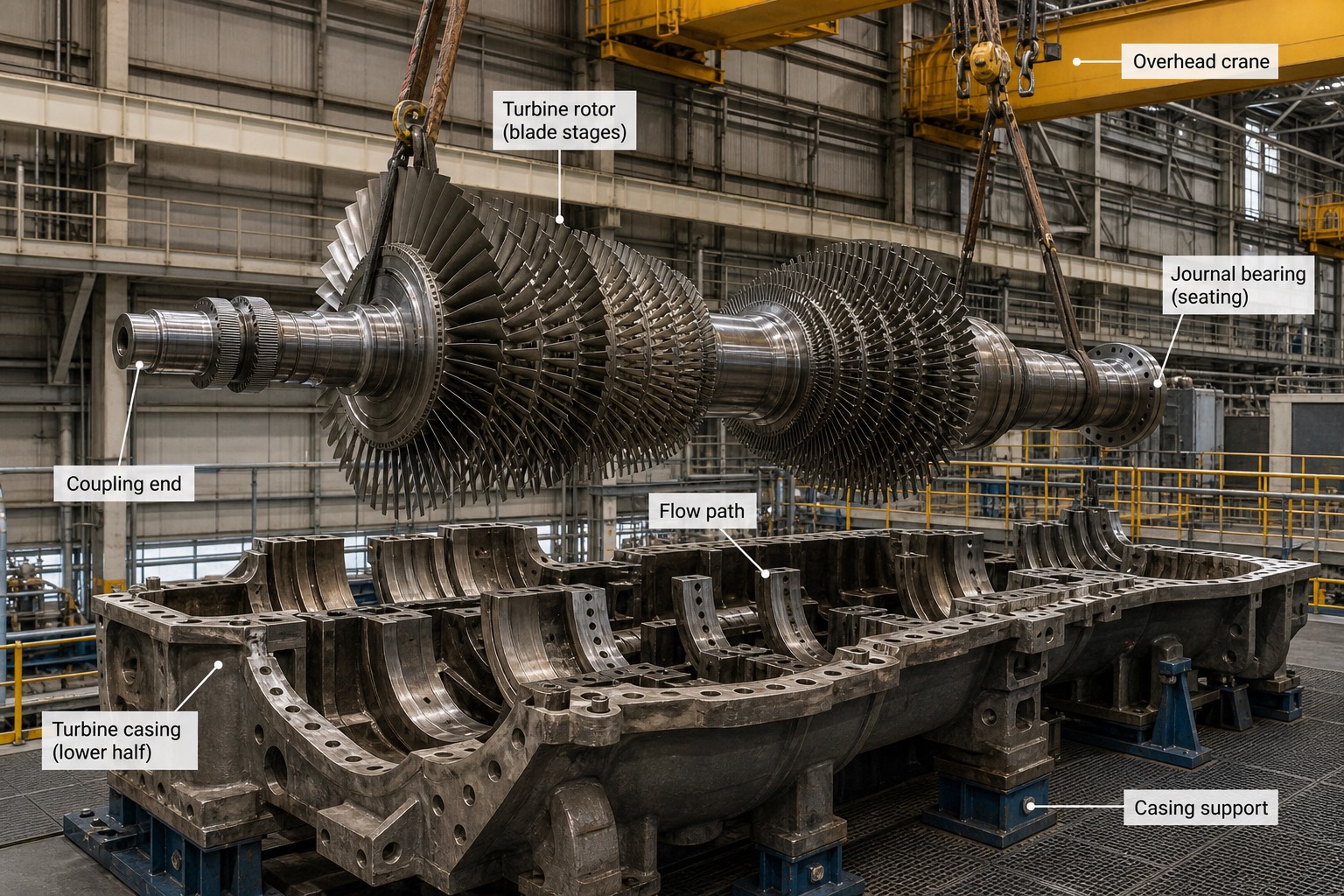
- Overhead crane — เครนเหนือศีรษะที่ใช้ยก rotor ทั้งก้อนขึ้นออกจาก casing ต้องมีระบบ rigging ที่คำนวณจุดศูนย์ถ่วงแม่นยำ เพราะ rotor แต่ละก้อนหนักหลายสิบตัน การยกผิดจุดอาจทำให้ใบพัดกระแทกกับ casing เสียหาย
- Turbine rotor (blade stages) — ตัว rotor พร้อมแถวใบพัดหลายชุดเรียงต่อกัน นี่คือชิ้นส่วนหลักที่ MI ต้องตรวจสอบละเอียดที่สุด ทั้ง NDT รอยแตกร้าวและตรวจสภาพใบพัดทุกแถวตามที่อธิบายไว้ข้างต้น
- Journal bearing (seating) — ตำแหน่งที่เพลาวางพักบน journal bearing เมื่อประกอบกลับ พื้นผิวบริเวณนี้ต้องเรียบสมบูรณ์ไม่มีรอยขีดข่วน เพราะเป็นจุดรับน้ำหนักและแรงหมุนทั้งหมดของ rotor ขณะเดินเครื่อง
- Coupling end — ปลายเพลาฝั่งที่จะต่อเข้ากับเครื่องกำเนิดไฟฟ้าหรือเพลาส่งกำลังอื่น ต้องตรวจสอบ alignment และสภาพร่องเฟือง (spline) ให้เรียบร้อยก่อนประกอบกลับ
- Flow path — ช่องทางไหลของแก๊สร้อนภายใน casing ครึ่งล่างที่เห็นเป็นร่องโค้งเรียงกัน ตำแหน่งนี้คือ hot gas path ที่ HGPI ต้องตรวจสอบเป็นพิเศษเพราะสัมผัสอุณหภูมิสูงสุดในเครื่อง
- Turbine casing (lower half) — casing ครึ่งล่างที่ rotor จะถูกวางลงไปประกอบ หล่อจากโลหะหนาทนความร้อนสูง ต้องตรวจสอบผิวสัมผัสและ clearance กับใบพัดให้ได้ค่าตามสเปกก่อนปิดฝาครึ่งบน
- Casing support — ฐานรองรับ casing ที่วางบนพื้นโรงงานหรือฐานถาวรในโรงไฟฟ้า ออกแบบให้รับน้ำหนักมหาศาลของ casing พร้อม rotor ได้อย่างมั่นคงและกันการทรุดตัว
Outage ที่ดีวัดผลกันจริง ๆ ตอน startup หลังปิดงาน ถ้า startup แล้วเดินเครื่องได้ต่อเนื่องโดยไม่มี trip ซ้ำ นั่นคือสัญญาณว่างาน QA/QC ระหว่างการซ่อมทำหน้าที่ได้จริง ไม่ใช่แค่ปิดงานตามกำหนดเวลาเฉย ๆ ด้วยเหตุนี้ทีมงานจึงต้องเก็บ punch list และข้อมูล as-left ของทุกงานให้ครบถ้วน เพื่อใช้ตรวจสอบย้อนกลับได้หากเกิดปัญหาหลัง startup
41.5 ตัวชี้วัดความเชื่อถือได้ (Reliability Metrics)
ในระดับอุปกรณ์ ตัวชี้วัดพื้นฐานสองตัวคือ MTBF (Mean Time Between Failures — เวลาเฉลี่ยระหว่างความเสียหาย) ซึ่งบอกว่าอุปกรณ์เดินเครื่องได้นานเท่าไรโดยเฉลี่ยก่อนพังครั้งถัดไป และ MTTR (Mean Time To Repair — เวลาซ่อมเฉลี่ย) ซึ่งบอกว่าใช้เวลานานเท่าไรโดยเฉลี่ยกว่าจะซ่อมเสร็จและกลับมาเดินเครื่องได้ ค่า availability พื้นฐานคำนวณจากสองตัวนี้ตามสูตร MTBF/(MTBF+MTTR) แต่ในระดับหน่วยผลิตทั้งหน่วย อุตสาหกรรมไฟฟ้าใช้ตัวชี้วัดที่ละเอียดกว่านั้นตามแนวทางของ IEEE (Institute of Electrical and Electronics Engineers — สถาบันวิศวกรไฟฟ้าและอิเล็กทรอนิกส์) มาตรฐาน 762 ซึ่งเป็นกรอบที่ใช้กันแพร่หลายทั่วโลกในการรายงานสถิติความเชื่อถือได้ของโรงไฟฟ้า
ตัวชี้วัดหลักตัวแรกคือ EAF (Equivalent Availability Factor — ตัวประกอบความพร้อมจ่ายเทียบเท่า) ซึ่งบอกสัดส่วนของเวลาที่หน่วยผลิต "พร้อมจ่ายไฟเต็มกำลัง" หลังหักลบทั้ง outage ทุกชนิดและ derating ที่แปลงเป็นชั่วโมงเทียบเท่าแล้ว โรงไฟฟ้าที่บริหารจัดการดีมักมีค่า EAF สูงกว่า 90% ตัวชี้วัดตัวที่สองคือ EFOR (Equivalent Forced Outage Rate — อัตราการหยุดเดินเครื่องโดยไม่ได้วางแผนเทียบเท่า) ซึ่งบอกสัดส่วนของ forced outage เทียบกับชั่วโมงเดินเครื่องทั้งหมด เป็นตัวชี้วัดที่ระบบไฟฟ้าใช้ประเมินว่าหน่วยผลิตนี้ "ไว้ใจได้" แค่ไหนเมื่อวางแผนจ่ายไฟล่วงหน้า ค่าที่ดีมักต่ำกว่า 2–5% ประเด็นสำคัญของทั้งสองตัวชี้วัดนี้คือการนับ derating หรือการเดินเครื่องแบบลดพิกัด ตัวอย่างเช่นหากเดินเครื่องได้เพียง 80% ของพิกัดเต็มเป็นเวลา 100 ชั่วโมง จะนับเป็น equivalent outage เท่ากับ 20 ชั่วโมง (คือ 20% ของ 100 ชั่วโมงที่ "หายไป" จากกำลังการผลิตเต็ม) ตัวเลขเหล่านี้ไม่ใช่แค่ตัวชี้วัดทางเทคนิคเท่านั้น แต่มักผูกโดยตรงกับสัญญา PPA (Power Purchase Agreement — สัญญาซื้อขายไฟฟ้า) ที่กำหนดค่าตอบแทนตามความพร้อมจ่าย (availability payment) การรายงานตัวเลขเหล่านี้จึงต้องแม่นยำและตรวจสอบย้อนกลับได้เสมอ เพราะมีผลโดยตรงต่อรายได้ของโรงไฟฟ้า
สูตรคำนวณ EAF และ EFOR แบบง่ายสำหรับการเรียนรู้เขียนได้ดังนี้
$$EAF = \frac{AH - EUNDH}{PH} \times 100\%$$
โดย \(AH\) คือ available hours หรือชั่วโมงที่หน่วยผลิตพร้อมเดินเครื่อง (เท่ากับชั่วโมงทั้งหมดหักด้วย planned outage และ forced outage), \(EUNDH\) คือ equivalent derated hours หรือชั่วโมงเทียบเท่าของการเดินเครื่องแบบลดพิกัด และ \(PH\) คือ period hours หรือชั่วโมงทั้งหมดในช่วงเวลาที่พิจารณา (เช่น 8,760 ชั่วโมงต่อปี)
$$EFOR = \frac{FOH + EFDH}{SH + FOH} \times 100\%$$
โดย \(FOH\) คือ forced outage hours หรือชั่วโมงหยุดเดินเครื่องโดยไม่ได้วางแผน, \(EFDH\) คือ equivalent forced derated hours หรือชั่วโมงเทียบเท่าของการลดพิกัดที่เกิดจากเหตุฉุกเฉิน และ \(SH\) คือ service hours หรือชั่วโมงที่เดินเครื่องจ่ายไฟจริง สูตรทั้งสองนี้เป็นรูปอย่างง่ายสำหรับการสอน ในทางปฏิบัติจริงมีรายละเอียดปลีกย่อยเพิ่มเติมตามนิยามฉบับเต็มของ IEEE 762
โจทย์: ปีหนึ่ง (8,760 ชั่วโมง) หน่วยผลิตหนึ่งมี planned outage 480 ชั่วโมง, forced outage 120 ชั่วโมง และเดินเครื่องแบบลดพิกัดคิดเป็น equivalent derated hours 40 ชั่วโมง (ไม่มี derating เกิดขึ้นในช่วง forced outage) จงหาค่า EAF และ EFOR
วิธีทำ: หา available hours ก่อน: \(AH = 8{,}760 - 480 - 120 = 8{,}160\) ชั่วโมง แล้วคำนวณ \(EAF = \dfrac{8{,}160 - 40}{8{,}760} = \dfrac{8{,}120}{8{,}760} \approx 0.9269\) จากนั้นหา service hours: \(SH = 8{,}160\) ชั่วโมง แล้วคำนวณ \(EFOR = \dfrac{120}{8{,}160 + 120} = \dfrac{120}{8{,}280} \approx 0.0145\)
คำตอบ: EAF ≈ 92.7%, EFOR ≈ 1.45% ซึ่งอยู่ในเกณฑ์ของโรงไฟฟ้าที่บริหารจัดการดี (EAF สูงกว่า 90%, EFOR ต่ำกว่า 2–5%)
41.6 การวิเคราะห์สาเหตุราก (Root Cause Analysis)
เป้าหมายของ RCA (Root Cause Analysis — การวิเคราะห์สาเหตุราก) คือการหยุด "ซ่อมแค่อาการ" แล้วมุ่งไปแก้ที่สาเหตุเชิงระบบจริง ๆ สัญญาณที่บอกว่ายังไม่เจอ root cause ที่แท้จริงคืออุปกรณ์ตัวเดิมพังซ้ำด้วยอาการคล้ายเดิมซ้ำแล้วซ้ำเล่า ขั้นตอนแรกที่ต้องทำเสมอไม่ว่าจะเป็นเหตุการณ์เล็กหรือใหญ่คือ preserve evidence หรือรักษาหลักฐานไว้ก่อน ถ่ายรูปสภาพจริงทันที เก็บชิ้นส่วนที่พังไว้โดยห้ามทำความสะอาดผิว fracture (ผิวแตกหัก) เด็ดขาด เพราะลวดลายบนผิวแตกหักคือหลักฐานสำคัญที่สุด นอกจากนี้ต้องดึงข้อมูล trend และ alarm log จาก DCS ทั้งช่วงก่อน ระหว่าง และหลังเหตุการณ์ทันที พร้อมสัมภาษณ์ผู้ที่อยู่ในเหตุการณ์ให้เร็วที่สุดเท่าที่จะทำได้ก่อนความทรงจำจะเลือนไป
เทคนิควิเคราะห์ที่ใช้กันแพร่หลายคือ 5-Why ซึ่งถามคำถาม "ทำไม" ต่อเนื่องกันไปเรื่อย ๆ จนกว่าจะถึงสาเหตุเชิงระบบที่แท้จริง ในทางปฏิบัติ 5-Why ที่ทำอย่างถูกต้องมักจบลงที่ปัญหาเชิงกระบวนการ (procedure) การฝึกอบรม (training) หรือการออกแบบ (design) ไม่ใช่การโทษว่า "คนทำผิด" เพียงอย่างเดียว เพราะการโทษคนโดยไม่แก้ระบบจะทำให้ปัญหาเดิมเกิดซ้ำกับคนคนใหม่ในอนาคต อีกเทคนิคที่ช่วยไม่ให้ตกประเด็นคือ Fishbone diagram หรือแผนภูมิก้างปลา (เรียกอีกชื่อว่า Ishikawa diagram) ซึ่งแตกปัจจัยที่อาจเป็นสาเหตุออกเป็น 6 หมวดมาตรฐาน ได้แก่ คน เครื่องจักร วิธีการ วัสดุ สภาพแวดล้อม และการวัด ช่วยให้ทีมสอบสวนไม่ลืมพิจารณามุมใดมุมหนึ่งไปเพราะมัวแต่โฟกัสที่สาเหตุแรกที่นึกได้
เมื่อชิ้นส่วนสำคัญพังเสียหาย มักส่งวิเคราะห์เชิงโลหะวิทยา (failure analysis) ในห้องปฏิบัติการ เพราะผิว fracture บอกกลไกการพังได้อย่างชัดเจน เช่น beach marks หรือลายคลื่นวงซ้อนกันบ่งชี้ fatigue failure (การพังจากความล้าสะสม), dimple pattern บ่งชี้ overload failure (การพังจากรับแรงเกินทันที) และ creep void หรือรูพรุนเล็ก ๆ กระจายตัวบ่งชี้ creep failure (การพังจากรับความร้อนสูงต่อเนื่องเป็นเวลานาน) การวิเคราะห์เหล่านี้ต้องอาศัยผิวแตกหักที่ยังไม่ถูกทำความสะอาดหรือขัดออก ตรงตามหลักการ preserve evidence ที่กล่าวไว้ข้างต้น สุดท้าย งาน RCA ทุกครั้งต้องปิดท้ายด้วย corrective action ที่ track ได้อย่างเป็นรูปธรรม ระบุชัดว่าใครทำอะไร เมื่อไร และควรมีการแชร์บทเรียนที่ได้ (lessons learned) ข้ามหน่วยผลิตหรือแม้แต่ข้ามโรงไฟฟ้าในเครือเดียวกัน เพื่อป้องกันไม่ให้ปัญหาเดิมเกิดซ้ำในที่อื่น
41.7 ความปลอดภัยในโรงไฟฟ้า (Plant Safety)
งานทุกอย่างที่เกิดขึ้นในพื้นที่ปฏิบัติการของโรงไฟฟ้าต้องมี PTW (Permit to Work — ใบอนุญาตทำงาน) กำกับเสมอ ไม่ว่างานนั้นจะดูเล็กน้อยแค่ไหนก็ตาม ชนิดของ permit หลักที่ใช้กันได้แก่ general work permit สำหรับงานทั่วไป, hot work permit สำหรับงานเชื่อมหรือเจียรที่มีประกายไฟ ซึ่งต้องมี fire watch เฝ้าระวังไฟต่อเนื่องแม้เลิกงานไปแล้วช่วงหนึ่ง, confined space permit, electrical work permit, working at height permit และ excavation permit สำหรับงานขุดดิน ระบบ permit เหล่านี้บังคับให้ผู้ที่จะทำงานและผู้อนุญาตต้องคุยกันก่อนเริ่มงานทุกครั้ง ลดโอกาสที่จะมีใครเข้าไปทำงานในจุดที่อันตรายโดยไม่มีใครรู้
สำหรับงานที่ต้องแยกอุปกรณ์ออกจากแหล่งพลังงานก่อนเข้าทำงาน ต้องใช้ระบบ LOTO (Lockout-Tagout — ล็อกและติดป้ายเตือน) ตามลำดับขั้นตอนที่เข้มงวด เริ่มจากระบุแหล่งพลังงานทุกชนิดที่เกี่ยวข้องกับอุปกรณ์นั้น ซึ่งไม่ใช่แค่ไฟฟ้าเท่านั้น แต่รวมถึงไอน้ำ ลมอัด น้ำมันไฮดรอลิก และแม้แต่แรงโน้มถ่วง (เช่นชิ้นส่วนที่ยกค้างไว้) จากนั้นแจ้งผู้เกี่ยวข้องทุกฝ่าย ตัดแยกแหล่งพลังงานทั้งหมด ล็อกด้วยกุญแจส่วนตัวของแต่ละคนพร้อมติดป้ายเตือน ปลดพลังงานที่อาจตกค้างอยู่ในระบบ เช่น ระบายความดันหรือต่อลงดิน และขั้นตอนสุดท้ายที่สำคัญที่สุดแต่มักถูกข้ามคือ "TRY" หรือทดลองสตาร์ทเพื่อพิสูจน์ว่าตัดพลังงานถูกจุดจริงก่อนที่ใครจะเข้าไปทำงาน หลังผ่านทุกขั้นตอนแล้วเท่านั้นจึงจะเริ่มงานได้อย่างปลอดภัย
งานที่ต้องเข้าไปในพื้นที่อับอากาศ (confined space) เช่น ภายใน drum, condenser, เตาเผา หรือถังเก็บสารเคมี ต้องวัดคุณภาพอากาศก่อนเข้าเสมอ ค่าออกซิเจนต้องอยู่ในช่วง 19.5–23.5% ก๊าซติดไฟต้องเป็น 0% LEL (Lower Explosive Limit — ขีดจำกัดล่างของการระเบิด) และก๊าซพิษอย่าง CO หรือ H₂S ต้องอยู่ในเกณฑ์ที่กำหนด พร้อมต้องมีการระบายอากาศ (ventilation) ต่อเนื่องตลอดเวลาที่มีคนอยู่ภายใน มี standby man เฝ้าอยู่ที่ปากทางตลอดเวลา และมีทะเบียนบันทึกคนเข้า-ออกครบถ้วน สำหรับงานไฟฟ้า หลักการ 5 กฎทองด้านความปลอดภัยไฟฟ้าคือ ตัดวงจรไฟฟ้าที่เกี่ยวข้องทั้งหมด ล็อกกันสับกลับโดยไม่ได้ตั้งใจ พิสูจน์ว่าไม่มีไฟจริงด้วยเครื่องมือวัดที่ทดสอบทั้งก่อนและหลังการวัด ต่อสายลงดินหรือลัดวงจรจุดที่อาจมีไฟตกค้าง และกั้นเขตพื้นที่ทำงานให้ชัดเจน สำหรับงานใกล้ตู้ไฟฟ้าแรงสูง ต้องพิจารณาระยะ arc flash boundary และสวมใส่ PPE (Personal Protective Equipment — อุปกรณ์ป้องกันส่วนบุคคล) ตามระดับที่กำหนดจากค่าพลังงานอุบัติเหตุ (incident energy) ของตู้นั้น ๆ ส่วนการสับสวิตช์ไฟฟ้าแรงสูง (switching) ต้องทำตามคำสั่งสับสวิตช์ (switching order) ที่เขียนไว้เป็นลายลักษณ์อักษรเท่านั้น มีผู้ทวนคำสั่งกลับ (repeat back) ก่อนดำเนินการทุกครั้ง ห้าม improvise หรือด้นสดเด็ดขาดตามหลักการที่กล่าวถึงในบทที่ 34 และ 35
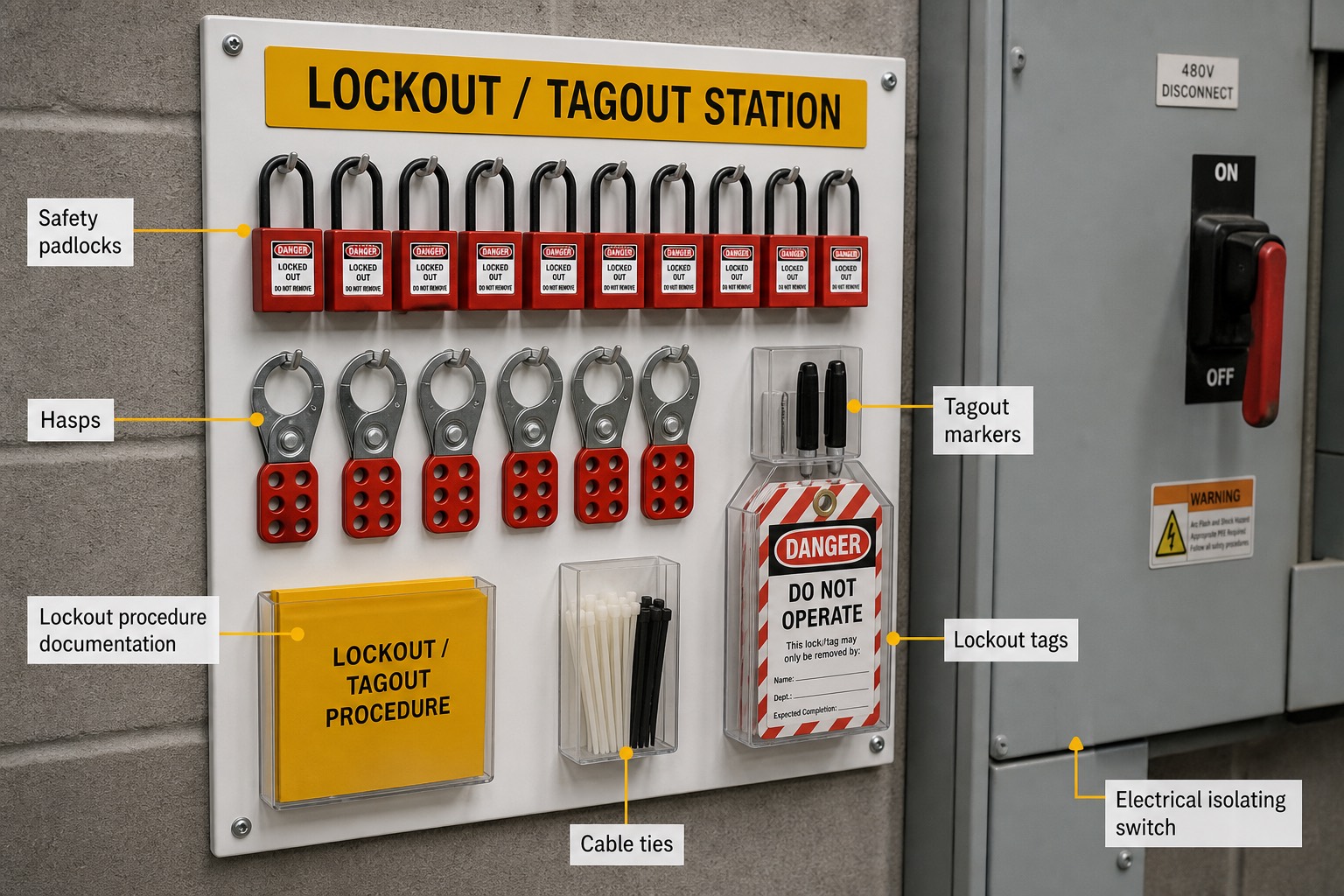
- Safety padlocks — กุญแจนิรภัยสีแดงเรียงแถวบนสุด แต่ละดวงเป็นกุญแจส่วนตัวของผู้ปฏิบัติงานแต่ละคน หลักการคือ "หนึ่งคนหนึ่งกุญแจหนึ่งงาน" ไม่มีใครถือกุญแจสำรองหรือกุญแจแม่บ้านที่ไขได้ทุกดวง เพื่อให้แน่ใจว่าจะไม่มีใครสับพลังงานกลับได้จนกว่าเจ้าของกุญแจจะปลดล็อกด้วยตัวเอง
- Hasps — อุปกรณ์ล็อกร่วม (multi-lock hasp) ที่ให้ผู้ปฏิบัติงานหลายคนคล้องกุญแจของตัวเองพร้อมกันได้บนจุดตัดแยกเดียว จำเป็นเมื่อมีทีมงานหลายคนทำงานกับอุปกรณ์ตัวเดียวกัน อุปกรณ์จะสับกลับไม่ได้จนกว่าทุกคนจะปลดกุญแจของตัวเองออกครบ
- Tagout markers — ปากกาเขียนป้ายเตือนที่ใช้กรอกรายละเอียดบนป้าย tag เช่น ชื่อผู้ล็อก แผนก และวันที่คาดว่าจะเสร็จงาน เก็บไว้ในกล่องพร้อมใช้งานที่สถานี
- Lockout procedure documentation — เอกสารขั้นตอน LOTO ที่ติดประจำสถานี ให้ผู้ปฏิบัติงานทบทวนลำดับขั้นตอนทั้ง 6 ข้อได้ทุกครั้งก่อนเริ่มงาน ตามที่อธิบายไว้ในเนื้อหาข้างต้น
- Lockout tags — ป้ายเตือน "DANGER — DO NOT OPERATE" พร้อมช่องกรอกชื่อเจ้าของและกำหนดเสร็จงาน ติดคู่กับกุญแจทุกครั้ง เป็นสัญญาณเตือนภาพที่มองเห็นได้ชัดแม้จากระยะไกลว่าจุดนี้ห้ามสับพลังงานกลับ
- Cable ties — สายรัดพลาสติกสำรองสำหรับติดตั้งป้ายเตือนเพิ่มเติมในจุดที่ hasp ปกติใช้ไม่ได้ เช่น วาล์วหรือจุดตัดแยกรูปทรงพิเศษ
- Electrical isolating switch — สวิตช์ตัดแยกไฟฟ้าจริงข้างสถานี LOTO ที่แสดงสถานะ 480V DISCONNECT พร้อมป้ายเตือน arc flash แสดงให้เห็นความเชื่อมโยงระหว่างสถานี LOTO กับอุปกรณ์ที่ต้องล็อกจริง
FOD (Foreign Object Damage — ความเสียหายจากวัตถุแปลกปลอม) เป็นความเสี่ยงที่มักถูกมองข้าม เครื่องมือหรือน็อตที่หล่นเข้าไปใน compressor ของกังหันก๊าซหรือภายในเครื่องกำเนิดไฟฟ้าสามารถสร้างความเสียหายมูลค่ามหาศาลได้ในเสี้ยววินาที มาตรการป้องกันคือการนับเครื่องมือก่อนและหลังทำงานทุกครั้ง (tool count) และควบคุมของเข้า-ออกอย่างเข้มงวดในพื้นที่ที่มีความเสี่ยง FOD สูง สุดท้าย housekeeping หรือหลัก 5ส ไม่ใช่เรื่องความสวยงามเพียงอย่างเดียว น้ำมันที่หยดบนพื้นคือทั้งความเสี่ยงลื่นล้มและเชื้อเพลิงไฟไหม้ในเวลาเดียวกัน ทางหนีไฟและอุปกรณ์ดับเพลิงต้องไม่มีสิ่งของกีดขวางเด็ดขาด เพราะในสถานการณ์ฉุกเฉินจริง ทุกวินาทีมีค่า
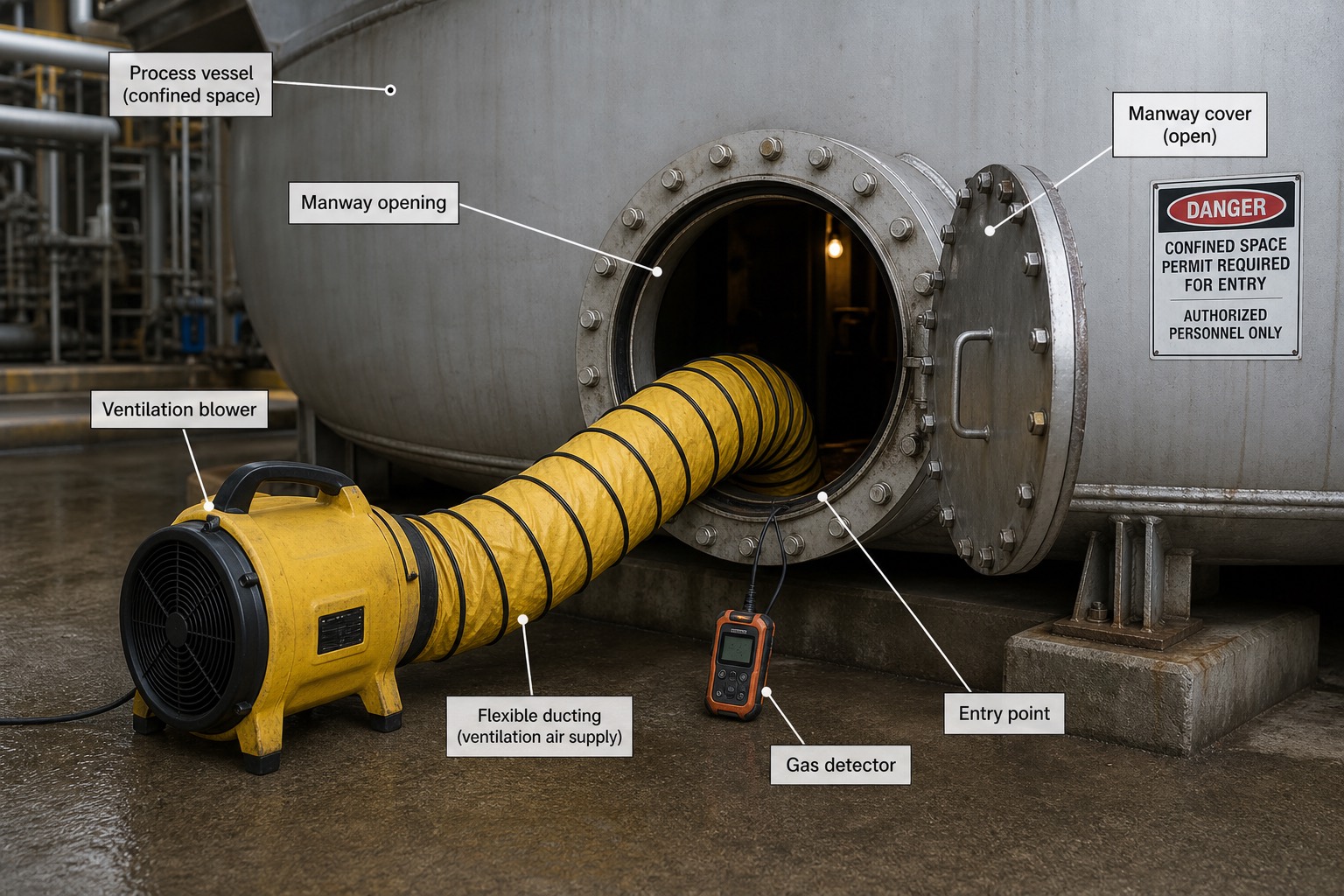
- Process vessel (confined space) — ถังกระบวนการขนาดใหญ่ที่นับเป็นพื้นที่อับอากาศตามนิยาม เช่นเดียวกับ drum, condenser หรือเตาเผาที่กล่าวถึงในเนื้อหาข้างต้น ภายในมีความเสี่ยงทั้งออกซิเจนต่ำและก๊าซพิษสะสม
- Manway opening — ช่องเปิดทรงกลมสำหรับให้คนเข้า-ออกถัง ขนาดเล็กพอที่การเคลื่อนไหวและการอพยพฉุกเฉินทำได้ยาก จึงต้องมีมาตรการเสริมอย่าง standby man เฝ้าปากทางตลอดเวลา
- Manway cover (open) — ฝาปิด manway ที่เปิดค้างไว้ระหว่างปฏิบัติงาน ยึดด้วยน็อตรอบวงเมื่อปิดใช้งานปกติ ต้องแขวนหรือวางในตำแหน่งที่ไม่กีดขวางทางเข้า-ออก
- Ventilation blower — เครื่องเป่าลมพกพาสีเหลืองที่ต่อเข้ากับท่อลมยืดหยุ่นเพื่อระบายอากาศเข้า-ออกพื้นที่อับอากาศอย่างต่อเนื่องตลอดเวลาที่มีคนทำงานอยู่ภายใน ป้องกันการสะสมของก๊าซพิษหรือออกซิเจนต่ำ
- Flexible ducting (ventilation air supply) — ท่อลมยืดหยุ่นสีเหลืองที่ส่งอากาศบริสุทธิ์จาก blower เข้าไปยังจุดลึกสุดภายในถัง
- Gas detector — เครื่องวัดก๊าซพกพาที่วางเตรียมไว้ข้างทางเข้า ใช้วัดค่าออกซิเจน (19.5–23.5%), ก๊าซติดไฟ (0% LEL) และก๊าซพิษอย่าง CO/H₂S ก่อนอนุญาตให้คนเข้า และต้องเฝ้าวัดต่อเนื่องตลอดช่วงที่มีคนอยู่ภายในตามที่อธิบายไว้ข้างต้น
- Entry point — จุดที่อากาศจากท่อ ventilation ไหลเข้าสู่ภายในถังผ่าน manway เป็นตำแหน่งอ้างอิงที่เครื่องวัดก๊าซและระบบระบายอากาศทำงานร่วมกัน
ป้าย tag สีเหลืองบนวาล์วหรือเบรกเกอร์ไม่ใช่เครื่องประดับ หากพบป้าย tag ที่ไม่รู้ที่มา ห้ามปลดและห้าม operate เด็ดขาด ต้องตามหาเจ้าของ permit ให้พบก่อนเสมอ อุบัติเหตุใหญ่ในโรงไฟฟ้าแทบทุกกรณีมีจุดร่วมเดียวกันคือ "ทางลัด" ของขั้นตอนที่ทุกคนรู้อยู่แล้ว ไม่ว่าจะเป็นการข้าม permit การข้าม gas test หรือการข้ามขั้นตอน try ของ LOTO ล้วนถูกข้ามเพราะความรีบเร่ง ไม่ใช่เพราะไม่มีความรู้
สรุปท้ายบท
- กลยุทธ์บำรุงรักษามีสี่แนวทางหลัก — breakdown, PM ตามรอบเวลา, PdM/CBM ตามสภาพจริง และ RCM ที่วิเคราะห์ failure mode รายอุปกรณ์เพื่อเลือกกลยุทธ์ที่เหมาะสม P-F curve อธิบายว่าทำไมเทคนิคตรวจจับเร็วให้เวลาวางแผนซ่อมมากกว่า
- เทคนิค predictive หลักคือ vibration analysis (แยกสาเหตุจาก 1×/2×/non-synchronous), oil analysis, thermography, ultrasound, MCSA และ online monitoring แต่ละเทคนิคจับสัญญาณความเสื่อมประเภทต่างกัน
- Misalignment เป็นสาเหตุอันดับต้นของ bearing/seal/coupling พัง ต้องแก้ soft foot ก่อน align เสมอ และเผื่อ thermal growth สำหรับเครื่องที่ร้อนขณะเดิน balancing ใช้เกรดตาม ISO 21940
- Overhaul ของกังหันก๊าซวางแผนตาม EOH (CI → HGPI → MI) ส่วนกังหันไอน้ำทำ major overhaul ทุก 6–10 ปี การวางแผนล่วงหน้าคือหัวใจเพราะอะไหล่บางชนิด lead time ยาวเป็นปี
- MTBF/MTTR ใช้ระดับอุปกรณ์ ส่วน EAF และ EFOR ใช้ระดับหน่วยผลิตตามแนว IEEE 762 และผูกกับสัญญา PPA โดยตรง
- RCA ที่ดีเริ่มจาก preserve evidence ใช้ 5-Why และ Fishbone แล้วปิดท้ายด้วย corrective action ที่ track ได้
- ความปลอดภัยยึด PTW และ LOTO เป็นแกนหลัก ไม่ข้ามขั้นตอน "TRY" ใด ๆ และปฏิบัติตาม 5 กฎทองไฟฟ้า พร้อมมาตรการเฉพาะสำหรับ confined space และ FOD
ศัพท์เทคนิคในบทนี้
| English | ไทย / ความหมาย |
|---|---|
| PM (Preventive Maintenance) | บำรุงรักษาเชิงป้องกันตามรอบเวลา |
| PdM / CBM (Predictive / Condition-Based Maintenance) | บำรุงรักษาเชิงพยากรณ์ตามสภาพจริง |
| RCM (Reliability-Centered Maintenance) | การบำรุงรักษาที่มุ่งเน้นความเชื่อถือได้ |
| CMMS (Computerized Maintenance Management System) | ระบบบริหารจัดการงานบำรุงรักษาด้วยคอมพิวเตอร์ |
| P-F curve / P-F interval | เส้นโค้งความเสื่อมกับเวลา / หน้าต่างเวลาวางแผนซ่อม |
| ISO 10816/20816 | มาตรฐานเกณฑ์ระดับ vibration ของเครื่องจักรหมุน |
| BPFO / BPFI / BSF | ความถี่ลูกปืนกระทบวงแหวนนอก/ใน และความถี่หมุนตัวลูกปืน |
| MCSA (Motor Current Signature Analysis) | การวิเคราะห์ลายเซ็นกระแสมอเตอร์ |
| ISO 21940 (balance grade) | เกรดความสมดุลของ rotor (เช่น G2.5) |
| EOH (Equivalent Operating Hours) | ชั่วโมงเดินเครื่องเทียบเท่า |
| CI / HGPI / MI | Combustion / Hot Gas Path / Major Inspection ของกังหันก๊าซ |
| NDT / MT / PT / UT | การตรวจสอบแบบไม่ทำลาย และเทคนิคผงแม่เหล็ก/สารแทรกซึม/คลื่นเสียง |
| MTBF / MTTR | เวลาเฉลี่ยระหว่างความเสียหาย / เวลาซ่อมเฉลี่ย |
| EAF / EFOR | ตัวประกอบความพร้อมจ่ายเทียบเท่า / อัตราหยุดเครื่องฉุกเฉินเทียบเท่า |
| PPA (Power Purchase Agreement) | สัญญาซื้อขายไฟฟ้า |
| RCA (Root Cause Analysis) | การวิเคราะห์สาเหตุราก |
| PTW (Permit to Work) | ใบอนุญาตทำงาน |
| LOTO (Lockout-Tagout) | ล็อกและติดป้ายเตือนแหล่งพลังงาน |
| LEL (Lower Explosive Limit) | ขีดจำกัดล่างของการระเบิด |
| FOD (Foreign Object Damage) | ความเสียหายจากวัตถุแปลกปลอม |
| PPE (Personal Protective Equipment) | อุปกรณ์ป้องกันส่วนบุคคล |